
 B-2.H形鋼や鋼矢板の現場溶接方法は?
B-2.H形鋼や鋼矢板の現場溶接方法は?意外と知らないH形鋼の現場溶接継ぎ手方法
支持杭などのH形鋼の現場溶接継ぎ杭を行う際の「開先加工」が意外と知らない場合があります。発注図面で注記されていない場合もよくあります。特に仮設杭として位置付けているのに多く見られます。

tf:フランジ圧さ(mm)
tw:ウエブ 圧さ(m)
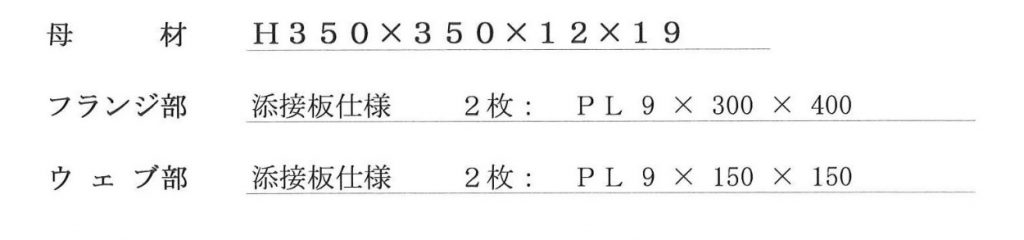
・H形鋼 H350×350×12×19 現場溶接継手の添接板



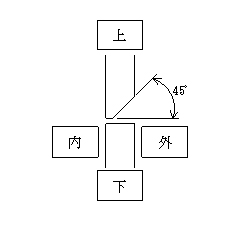
本設杭等で使用する際は、図のようにH鋼材のr部分や、鋼矢板のセクション部分などは形状が複雑で開先加工ができない為、溶接検査もできなのが現状です。現場での開先溶接試験は非破壊試験が多いと思いますが、引張や曲げ試験を行うときは複数のテストピースを溶接後に試験センターに依頼するため本工事着手前30日~45日程時間を要することに注意して下さい。
鋼矢板の現場溶接継ぎ手方法
鋼矢板の現場溶接等も意外と詳細図が無い場合があります。


・鋼矢板 FSP-Ⅳ型 現場溶接継手

溶接継手の注意事項
現場で使用するH鋼材や鋼矢板材の現場溶接接手は、溶接工員の技量や現場の溶接条件によって品質のバラツキが出るため管理が難しくなります。溶接計画をする際に、溶接工員の資格、実務経験、使用する溶接機械、溶接棒又はワイヤー、溶接環境等の計画を確実に行いましょう。
その他、鋼矢板の場合は止水目的で使用すため溶接接手が基本となりますが、H鋼杭のボルト継手はボルト規定のトルク管理で管理するので品質が保ちやすく管理がしやすい特徴があります。
又、応力の伝達目的で「溶接接手」と「ボルト接手」を併用してはいけない事になっていますので気をつけましょう。
計算書の事例 H350現場溶接継ぎ計算書のサンプルページ
